


This product is manufactured by
KMJ

Co2 Nozzle Cleaner
Model Name
KA-NA-01
Manufacturer information
KMJ
Resistance welding machine, Cable for welding, Special alloy, Electric control device, Arc parts, Welding apparatus
Inquiry
How to order
Problem with product info?
Update request
Manufacturer
KMJ
Product Type
Machine
Brand
-
SKU
142185
Product Name
Co2 Nozzle Cleaner
Model Name
KA-NA-01
Size
-
Weight
-
Product Details
More products

Weld Breakdown TesterWBT-300, WBT-500

Nut & Bolt ManagerKBM-001, KBM-002

Automatic Nut&Bolt FeederKR-NF-01, KR-NF-02, KR-BF-01, KR-BF-02

Offset Holder
Holder

Holder

Co2 Welding Parts

Tip Remover

Jumper Cable

Sub Cable

Kickless Cable
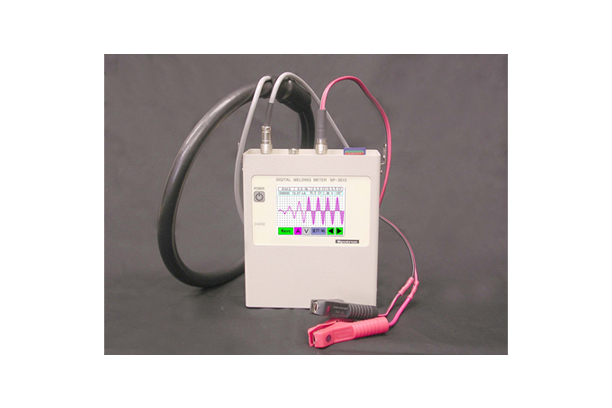
Welding ammeterSP-3510

Welding Current Meter (Capable of Pulse Current Measurement)SP-3288

Digital Pressure GaugeSP-270

Digital Pressure GaugeSP-255

Hydraulic Pressure GaugeSP-231
1/4
