지금 보고 계신 제품의 제조사에요
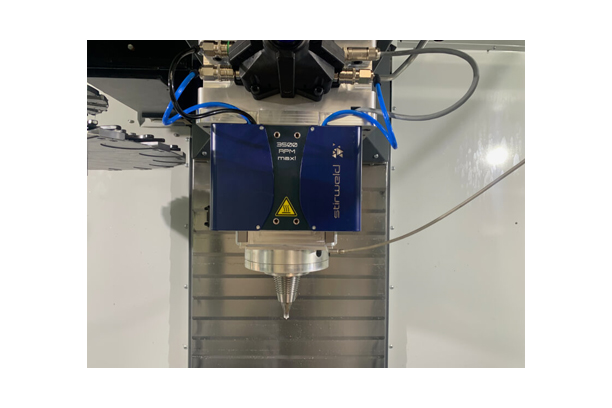
STIRWELD

구매정보
STIRWELD
정보 인증을 완료한 신뢰할 수 있는 기업입니다.
FSW 공급 업체, FSM Heads, FSM Tools, FSW Accesories
연락처
+33 6 47 49 73 96
이메일
contact@stirweld.com
상품정보에 문제가 있나요?
정보수정 / 삭제요청
코머신은 제품 판매자가 아닙니다.법적고지 및 안내
제품 상세 정보
FSW 공급 업체, FSM Heads, FSM Tools, FSW Accesories