Do you need to buy machine or parts?
Please email us: help@komachine.com



Information
Via Monte Napoleone, 8, 20121 Milano MI, Italy
+39 02 784087
-
Overview
- Summary
- VERNE TECHNOLOGY is a specialized company in high-density pumps and low-pressure dense phase pneumatic conveying systems for various powdered and granular materials, including powders, granules, and polymers. The company provides complete solutions, including conveying systems, control panels, trolleys, and pinch valves. It possesses the capability to design and build customized systems tailored to customer production needs.VERNE TECHNOLOGY is a specialized company in high-density pumps and low-pressure dense phase pneumatic conveying systems for various powdered and granular materials, including powders, granules, and polymers. The company provides complete solutions, including conveying systems, control panels, trolleys, and pinch valves. It possesses the capability to design and build customized systems tailored to customer production needs.
- Key Products/Technologies
- Key product lines include pneumatic conveying system components such as high-density pumps, dense phase pumps, control panels, trolleys, and pinch valves.Key product lines include pneumatic conveying system components such as high-density pumps, dense phase pumps, control panels, trolleys, and pinch valves.
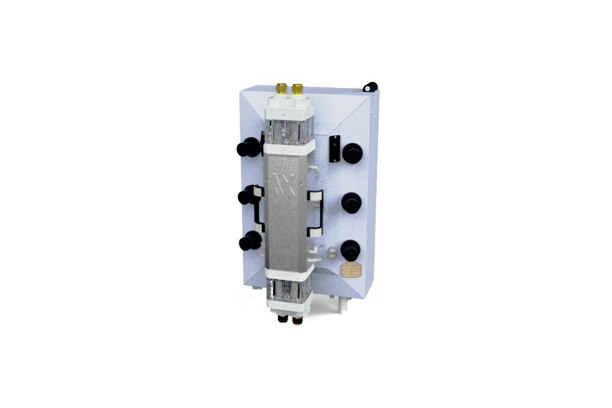
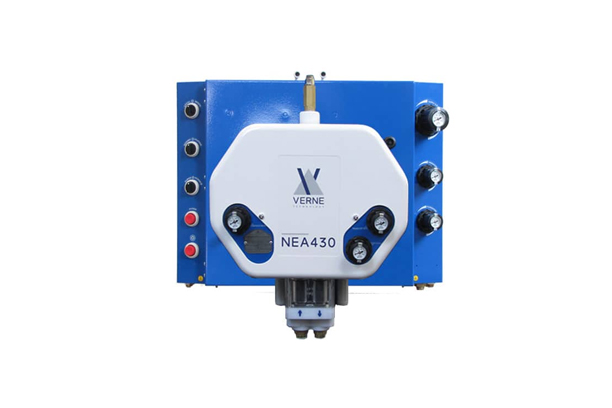
- The high-density pump NEA 430 offers the capability to transport large quantities of powder with low air volume.The high-density pump NEA 430 offers the capability to transport large quantities of powder with low air volume.
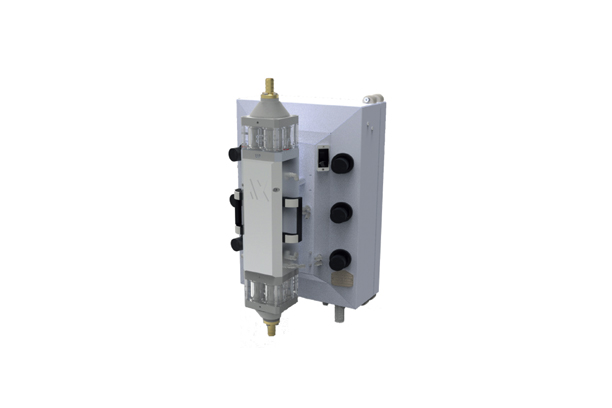
- The NEA 415 is a dense phase low-pressure pump for precise powder delivery from a powder source to a spray gun.The NEA 415 is a dense phase low-pressure pump for precise powder delivery from a powder source to a spray gun.
- The NEA 230 is an entirely pneumatic system for medium-pressure transport of granulates, ensuring constant product feed rates.The NEA 230 is an entirely pneumatic system for medium-pressure transport of granulates, ensuring constant product feed rates.
- Dense phase pumps NEA 440 and NEA 442 are fully pneumatic, low-pressure dense phase devices for powders, granulates, and polymers, guaranteeing high and constant flow rates.Dense phase pumps NEA 440 and NEA 442 are fully pneumatic, low-pressure dense phase devices for powders, granulates, and polymers, guaranteeing high and constant flow rates.
- The Control Panel plays a role in maximizing the operational productivity of the conveying system.The Control Panel plays a role in maximizing the operational productivity of the conveying system.
- The Trolley is a fully pneumatic device for simply transporting systems and utilities into ATEX-compliant work environments.The Trolley is a fully pneumatic device for simply transporting systems and utilities into ATEX-compliant work environments.
- Pinch valves are available in models such as P/N 10005-XX, P/N 10005, P/N 10037, P/N 10034, P/N 10036, P/N 10035.Pinch valves are available in models such as P/N 10005-XX, P/N 10005, P/N 10037, P/N 10034, P/N 10036, P/N 10035.
- Core Advantages
- All products hold ATEX certification and are entirely manufactured in Italy, reflecting high-quality standards.All products hold ATEX certification and are entirely manufactured in Italy, reflecting high-quality standards.
- The company benefits from the technical expertise of a highly qualified team of engineers, specialized workers, and suppliers.The company benefits from the technical expertise of a highly qualified team of engineers, specialized workers, and suppliers.
- Continuous research, development, and improvements enable the design and construction of tailored systems according to client-specific needs.Continuous research, development, and improvements enable the design and construction of tailored systems according to client-specific needs.
- Innovative solutions ensure precision and continuity in the metering and delivery of powder products.Innovative solutions ensure precision and continuity in the metering and delivery of powder products.
- Dense phase low-pressure conveying systems offer a technological advantage with high and consistent flow rates.Dense phase low-pressure conveying systems offer a technological advantage with high and consistent flow rates.
- Some pump bodies are available with FDA-compliant materials, meeting specific industry requirements.Some pump bodies are available with FDA-compliant materials, meeting specific industry requirements.
- The product range boasts undeniable advantages over even the best international competitors.The product range boasts undeniable advantages over even the best international competitors.
- Target Industries
- The pharmaceutical industry, where strict requirements, high-quality standards, and Good Manufacturing Practices (GMP) compliance are essential.The pharmaceutical industry, where strict requirements, high-quality standards, and Good Manufacturing Practices (GMP) compliance are essential.
- The food industry, requiring rigorous standards for raw material conveying equipment design, installation, and process integrity and quality.The food industry, requiring rigorous standards for raw material conveying equipment design, installation, and process integrity and quality.
- The painting industry, utilizing high-density conveying systems for industrial painting applications to manage the entire powder handling process.The painting industry, utilizing high-density conveying systems for industrial painting applications to manage the entire powder handling process.
- The chemical industry, with manufacturing processes that must meet strict requirements for powder supply equipment and production lines.The chemical industry, with manufacturing processes that must meet strict requirements for powder supply equipment and production lines.
- Major Markets
- ItalyItaly
- Certifications/Patents
- Registration of numerous patent applications in 2016 concerning fully pneumatic transport systems for powders, granulates, and polymers.Registration of numerous patent applications in 2016 concerning fully pneumatic transport systems for powders, granulates, and polymers.
- All products are ATEX certified, a European directive for equipment used in potentially explosive atmospheres.All products are ATEX certified, a European directive for equipment used in potentially explosive atmospheres.
- Availability of FDA-compliant materials for some pump bodies, meeting the requirements of specific industrial sectors.Availability of FDA-compliant materials for some pump bodies, meeting the requirements of specific industrial sectors.
Introduction
Key Products



Location
Via Monte Napoleone, 8, 20121 Milano MI, Italy
클릭하여 위치 살펴보기
